

- Bellow Seal Valves
- Bellow construction
- Bellow design
- Applications
Leakage at various points in pipelines found in chemical plants creates emissions. All such leakage points can be detected using various methods and instruments and should be noted by the plant engineer. Critical leakage points include flanged gasket joints and the Valve / pump gland packing, etc. Today the chemical process industry is gearing itself towards safer technology for better environmental protection and it has become every process engineer's responsibility to design plants that limit damage to the environment through the prevention of leakage of any toxic chemicals. Leakage from the Valve gland or stuffing box is normally a concern for the maintenance or plant engineer. This leakage means: a) Loss of material b) Pollution to the atmosphere c) Dangerous for plant employees. For example, take the case of a steam leakage through the Valve gland. At 150 PSI, a clearance of just 0.001" through the gland will mean a leak at the rate of 25 lb/hour. This equates to a loss of USD 1.2 per eight hour shift, or USD 1,100 per year. Similarly, a tiny drop of 0.4 mm diameter per second results in a waste of about 200 litres per year of costly oil or solvent. This leakage can be reduced considerably by using the bellow seal Valve. This article will now consider the construction and operation of the bellow seal.


The bellow cartridge is welded to both the Valve Bonnet and the Valve stem. The bellow cartridge has a number of convolutions and these convolutions become compressed or expanded depending upon the movement of Valve stem. (Scientifically speaking the bellow gets compressed when the Valve is in the open position and expanded when the Valve is in the closed condition). It is important to properly install the Valve bodies. The bellow can be sealed to the Valves in two different ways. Firstly, the bellow can be welded to the Valve stem at the top and the Valve body on the bottom. In this case the process fluid is contained inside the bellow or in second method the bellow is welded to the Valve stem at the bottom and the body on the top. In this case the process fluid is contained in the annular region between the Valve Bonnet and bellow (from the outside).
The bellow is a critical component and forms the heart of the bellow seal Valves. To avoid any twisting of the bellow the Valve must have a stem with linear movement only. This can be achieved using a so-called sleeve-nut at the Yoke portion of the Valve Bonnet. A hand wheel is fitted onto the sleeve-nut which effectively transfers a rotary motion of the hand wheel into a linear motion in the Valve stem.
There are two main types of bellow: the Forged Bellow and the Welded Bellow. Formed-type bellows are made from rolling a flat sheet (thin wall foil) into a tube which is then longitudinally fusion welded. This tube is subsequently mechanically or hydrostatically formed into a bellow with rounded and widely spaced folds. The welded leaf type bellow is made by welding washer-like plates of thin metal together at both the inner and outer circumference of the washers - like plates. A welded leaf bellow has more folds per unit length as compared to forged bellows. Thus, for the same stroke length, forged bellows are two to three times longer than their welded leaf counterparts.
Reportedly, mechanically forged bellows fail at random spots, while the welded leaf usually fails at or near a weld. To ensure full penetration of bellow ends and end coller welding it is advisable to fabricate using micro plasma welding.
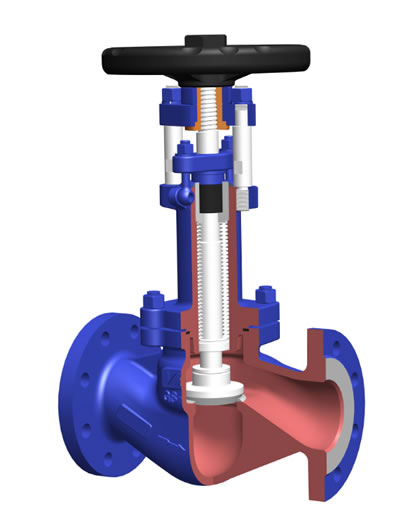
Longer bellows seal globe valve
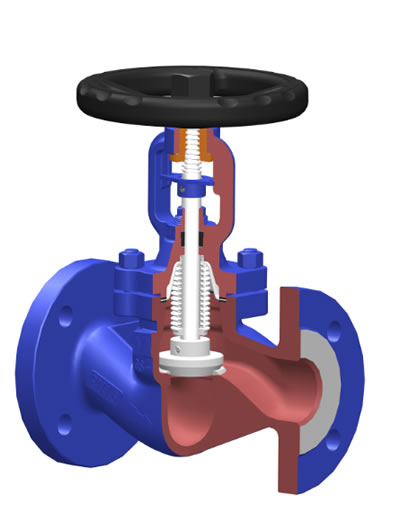
plus bellow seal globe valve
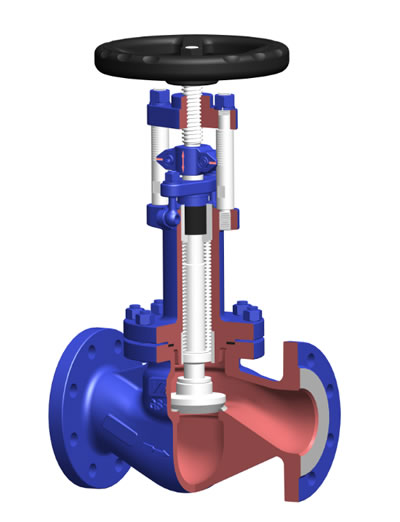
supler bellows seal globe valve
The bellow is a critical component and forms the heart of the bellow seal Valves. To avoid any twisting of the bellow the Valve must have a stem with linear movement only. This can be achieved using a so-called sleeve-nut at the Yoke portion of the Valve Bonnet. A hand wheel is fitted onto the sleeve-nut which effectively transfers a rotary motion of the hand wheel into a linear motion in the Valve stem.
There are two main types of bellow: the Forged Bellow and the Welded Bellow. Formed-type bellows are made from rolling a flat sheet (thin wall foil) into a tube which is then longitudinally fusion welded. This tube is subsequently mechanically or hydrostatically formed into a bellow with rounded and widely spaced folds. The welded leaf type bellow is made by welding washer-like plates of thin metal together at both the inner and outer circumference of the washers - like plates. A welded leaf bellow has more folds per unit length as compared to forged bellows. Thus, for the same stroke length, forged bellows are two to three times longer than their welded leaf counterparts.
Reportedly, mechanically forged bellows fail at random spots, while the welded leaf usually fails at or near a weld. To ensure full penetration of bellow ends and end coller welding it is advisable to fabricate using micro plasma welding.
The multi-ply bellow design is preferred for handling higher pressure fluids (generally two or three plies of the metal wall). A two ply bellow can increase its pressure rating by 80% to 100% as compared to a single ply bellow of the same thickness. Alternatively, if a single ply bellow of a thickness equivalent to a pressure rating of a two ply bellow is used, the stroke length is reduced. Thus, a multi-ply bellow design offers a distinct advantage over a single ply bellow. It is clear that the bellow is subject to metal fatigue and this fatigue can induce weld failure. The bellow fatigue life is affected by the material of construction, fabrication technique, stroke length and stroke frequency, in addition to the usual parameters such as fluid temperature and pressure. Bellow materials
The most popular stainless steel bellow material is AISI 316Ti which contain Titanium to withstand high temperatures. Alternatively, Inconel 600 or Inconel 625 improve fatigue strength and corrosion resistance as compared with stainless steel bellows. Similarly, Hastalloy C-276 offers greater corrosion resistance and fatigue strength than Inconel 625. Fatigue resistance can be improved by using a multiply bellows system and reducing the stroke length; this can significantly increase the bellow service life.


The most popular stainless steel bellow material is AISI 316Ti which contain Titanium to withstand high temperatures. Alternatively, Inconel 600 or Inconel 625 improve fatigue strength and corrosion resistance as compared with stainless steel bellows. Similarly, Hastalloy C-276 offers greater corrosion resistance and fatigue strength than Inconel 625. Fatigue resistance can be improved by using a multiply bellows system and reducing the stroke length; this can significantly increase the bellow service life.
Heat Transfer media: hot oil is commonly used in industries such as synthetic fibres / POY (Partially Oriented Yarn). However, there is always a risk of fire due to hot oil spillage on highly inflammable chemicals. Here, bellow seal Valves can stop the leakage. Vacuum / ultra high vacuum: some applications require a vacuum pump to continually extract air from a pipeline. Any conventional Valves installed on the pipeline can allow external air to enter the pipeline thorough the Valve stuffing box. Hence the bellow seal Valve is the only solution to prevent air from passing through the stuffing box.
Highly hazardous fluids: for media such as chlorine, hydrogen, ammonia and phosgene, the bellow seal Valve is an ideal design as leakage through the gland is totally eliminated. Nuclear plant, heavy water plant: in instances where radiation leakage is to be prevented at all times, the bellow seal Valve is the ultimate choice. Costly fluids: in some applications leaks need to be avoided simply because of the high cost of the fluid. Here, an economic assessment often favours the use of bellow seal Valves. Environmental standards: around the world, standards regarding emissions and the environment are getting more stringent day by day. It can therefore be difficult for companies to expand within existing premises. With the use of bellow seal Valves, expansion without additional environmental damage is possible.
Highly hazardous fluids: for media such as chlorine, hydrogen, ammonia and phosgene, the bellow seal Valve is an ideal design as leakage through the gland is totally eliminated. Nuclear plant, heavy water plant: in instances where radiation leakage is to be prevented at all times, the bellow seal Valve is the ultimate choice. Costly fluids: in some applications leaks need to be avoided simply because of the high cost of the fluid. Here, an economic assessment often favours the use of bellow seal Valves. Environmental standards: around the world, standards regarding emissions and the environment are getting more stringent day by day. It can therefore be difficult for companies to expand within existing premises. With the use of bellow seal Valves, expansion without additional environmental damage is possible.
 Fertilize
Fertilize
 PHARMACY
PHARMACY
 Petroleum
Petroleum
 Power Industry
Power Industry
 CHEMICAL INDUSTRY
CHEMICAL INDUSTRY
 HOT AND COLD WATER SYSTEM
HOT AND COLD WATER SYSTEM
 STEAM SYSTEM
STEAM SYSTEM
 HOT OIL SYSTEM
HOT OIL SYSTEM
Products Category
- Bellows Seal Globe Valve
- Bellows Seal Gate Valve
- Globe Valve
- Gate Valve
- Check valve
- Strainer
- Relief Valve
- Steam Trap
- Others
- Control Valve
Contact
Tel: +86-577-67978269
Fax: +86-577-67376711
E-mail: [email protected]